Ті, хто побував на ювелірному виробництві RUVAS, навряд чи засумніваються, що у фахівців компанії дійсно золоті руки. Причому не тільки в переносному сенсі слова.
Після етапу галтовки складні ювелірні вироби відправляються на ділянку монтування. Тут фахівцям належить виконати дійсно ювелірну роботу. Це один з найважливіших етапів виробництва, який включає в себе кілька процесів.
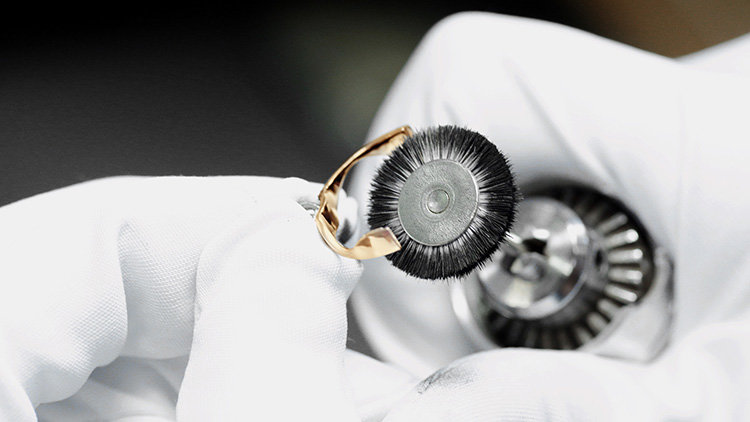
Обпилювання
Перш ніж приступити безпосередньо до монтування, виріб необхідно обпиляти.
Обпилювання - процес досить копіткий, і проходить він за робочим верстатом. У осередок верстата вмонтований фінагель - дуже твердий брусок дерева у формі клина, до якого притискають виріб. Майстер вручну за допомогою напилка вирівнює форму прикраси.
Поряд з ручним застосовується механічне обпилювання, за допомогою якого обробляють важкодоступні ділянки виробів: пазові вирізи або внутрішні поверхні порожнистих виробів.

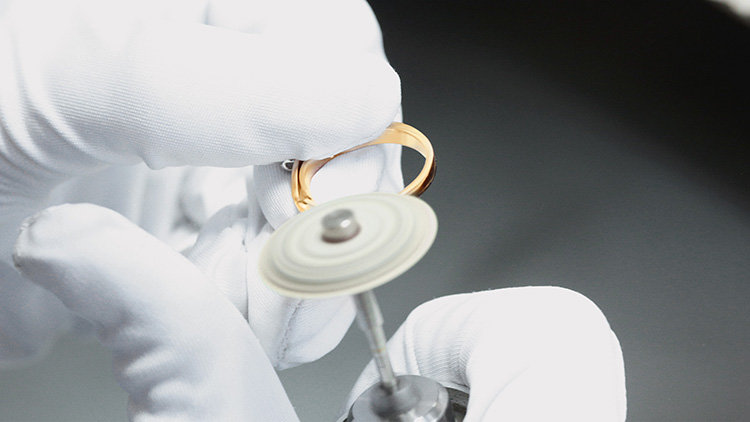
Підгонка розміру
Ця процедура - привілей виключно кілець.
Формування потрібного розміру виконується за допомогою киянки (невеликого молоточка) і ригеля, або кольцемера - металевого конуса з розподілами, що позначають розмірний ряд.

Монтувальник постійно звіряється з кольцемера, щоб правильно «потрапити в розмір». Після підгонки шинка вирівнюється за допомогою надфіля - маленького напилка для тонких робіт.
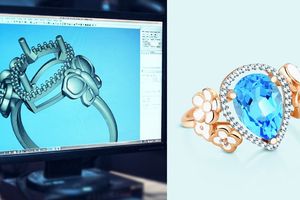
Збірка
Саме збірка і є ключовим моментом в монтуванні. На цьому етапі збираються складні вироби, що складаються з декількох складових частин. Наприклад, тут до підвісок прикріплюється «вушко» - колечко, за допомогою якого прикраса надаватися на ланцюг, з'єднуються складні браслети і виконуються багато інших копіткі операції.

З'єднання за допомогою штифта
Мало хто знає, що швензи сережок відливаються окремо від декоративної частини виробу. Саме монтувальники з'єднують рухливий і нерухомий елементи замку.
Штифтове з'єднання створюється за допомогою точної підгонки деталей один до одного і скріплення їх дротом через спеціальний отвір. Після скріплення дріт як би «розплющують» з двох сторін, щоб утворилися утримують «клепки».
Дуже важливо підібрати правильний діаметр отвору і дроту, щоб процес застібання і розстібання сережки був максимально комфортним і надійним.


Пайка
Пайка, як правило, потрібна для того, щоб кріпити на вироби різні декоративні накладки і з'єднувати між собою складні елементи прикрас. На цьому етапі ювеліра необхідно проявити максимальну точність і майстерність. У разі навіть невеликого відхилення від процесу виріб буде зіпсовано.
Дуже важливо правильно підібрати температуру плавлення (відстань до відкритого вогню) і відрегулювати пальник, щоб уникнути великого полум'я.
Після пайки майстру потрібно акуратно зачистити сліди припою і підрівняти деталі, якщо раптом виникла така необхідність.


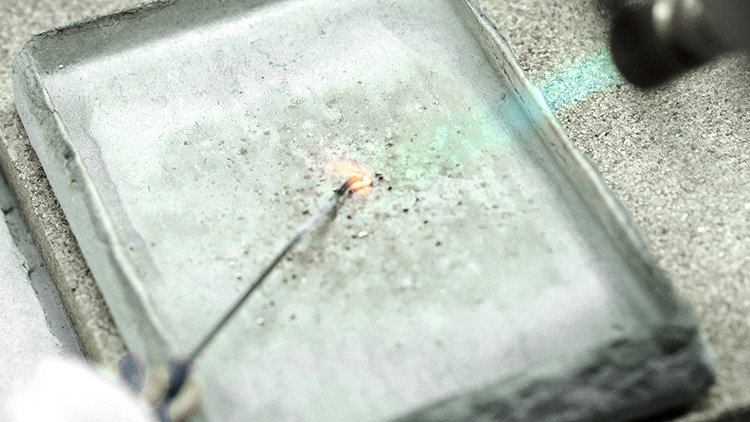
Лазерне зварювання
Для отримання нероз'ємного з'єднання деталей прикраси виконується процес лазерного зварювання. Ця технологія здійснюється на високотехнологічному обладнанні для того, щоб створювати точкові з'єднання. При цьому відбувається розплавлення металу в різних його частинах під впливом лазерного випромінювання. За рахунок кристалізації і розплавлення металів виходить чисте з'єднання, практично без зварювального шва. Діаметр променя можна налаштувати до 0,3 мм - буквально «припаяти волосок до волоска».
Після монтування виріб набуває цілісний вигляд і відправляється в Верхньо-волзьку інспекцію пробірного нагляду. Там прикраса піддається ретельному аналізу, після якого на виріб ставиться проба дорогоцінного металу та именник виробника.